Selektive Laser Melting SLM
How SLM works
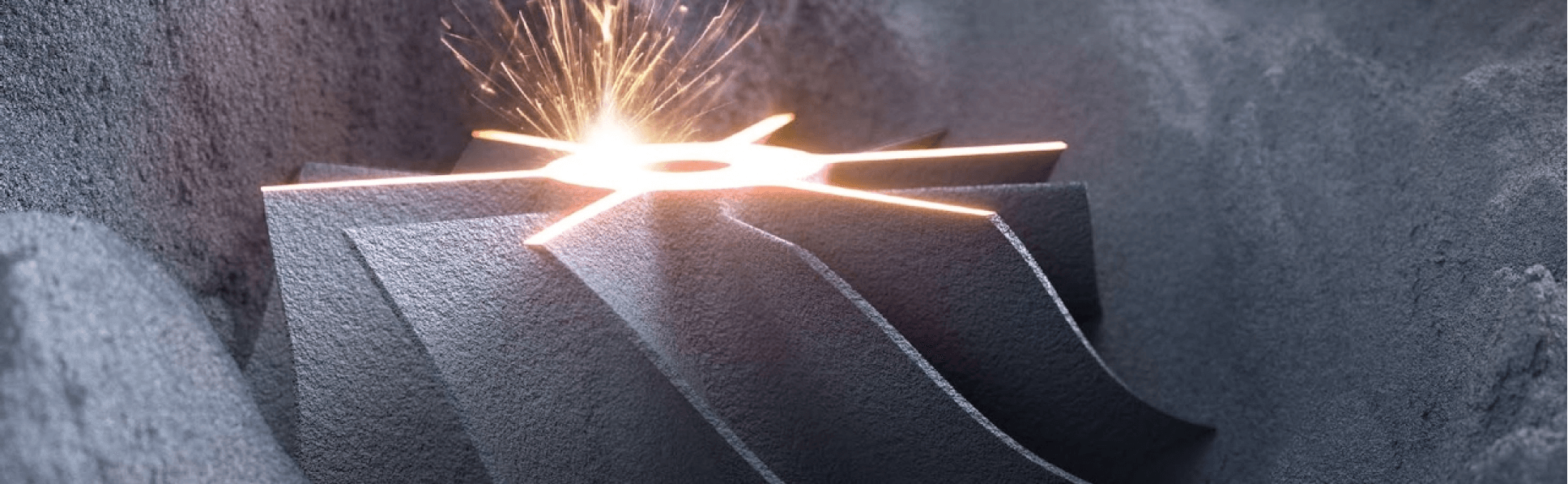
The starting material in the SLM process is a fine metal powder, which is applied in very thin layers (0.05-0.12 mm). After each layer, a high-precision laser scans the component contour and the powder is melted by the perfectly coordinated energy input. After the laser has covered the entire surface, the build platform lowers by exactly one layer thickness and the next layer of metal powder is applied. This process is then repeated until all components have been 3D printed by the laser, layer by layer. The entire build-up process in selective laser melting can take several hours, depending on the size of the build space.
In contrast to SLS, in which plastic powder is processed, SLM requires support structures to hold the component. This is because the density of the fused metal powder is so high and also to avoid warping. As soon as the complete print job with all components has been printed. The components still have to cool down. The build platform with the components is then removed from the printer. It is important to wear suitable protective equipment, as the metal powder is particularly toxic if inhaled. The components must then be sawn off the building platform. In the same way, the support structures must also be separated from the component and the separation points processed.
The excess loose powder can be partially reused and the sawn-off support structures are disposed of. At the end of the selective laser melting process, you have completely functional metal components that can be used both as samples and as production components.
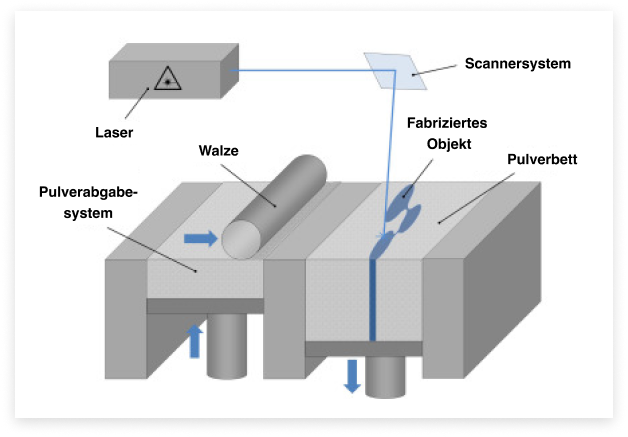
Selektives Laserschmelzverfahren. Quelle: ResearchGate.
Advantages of SLM
Due to its special mode of operation, selective laser melting has a number of advantages over conventional manufacturing processes such as milling. Due to the layered construction in SLM, the user has virtually no limits in the design of the components. As complexity increases, so do the costs of milling. The SLM process is different. Complexity does not play such a major role here.
The freedom of design in selective laser melting leads to the possibility of so-called functional integration. This means that functional components such as snap-in hooks, air channels for vacuum grippers or hinges can be integrated directly into the component during the assembly process. This saves assembly steps and therefore time, money and potential sources of error.
Geometry adjustments are no problem in SLM. Due to the short product cycles, subsequent changes to components are no longer an exception. The next components can be manufactured according to the latest data status at the same time as the CAD model is changed. And as large stock levels have been avoided, there are no longer any old components in stock.
“Just-in-time” and ‘just-in-sequence’. Two important concepts that are easy to implement in SLM. Production runs entirely according to demand and prevents large inventories that tie up capital.
The short production times significantly reduce the time-to-market, as each part can be printed and then tested in parallel with the component development. What used to be a months-long process is now implemented in just a few days.
Selektives Lasersichmelzen: The Applications
Selective laser melting is mainly used in the field of rapid prototyping. This means during the development of new components, early in the initial phase of creating the first prototypes and functional models. SLM is also used to manufacture complex components in smaller quantities. The process is used in the aerospace industry in particular, as the potential for massive weight savings through lightweight structures is enormous.
SLM is a cross-industry technology that is used not only in the aerospace and medical technology sectors mentioned above, but also in the automotive and mechanical engineering industries. The advantages of selective laser sintering are particularly decisive in the field of medical implants. An increasingly growing market in selective laser melting is that of spare parts for vintage cars or older machines.
Materials
Selective laser melting can be used to process a variety of metals and alloys. In some cases, even metals such as gold can be processed. However, we only offer the most common materials, which cover 99% of our customers’ requirements.
Sainless Steel 1.4542 und 1.4404
Tool steel 1.2709
Aluminium AlSi10Mg
Inconel 718 & 625
Cobalt-Chrome
Postprocessing in SLM
SLM components can be classically machined using the usual NC technologies. If the accuracy of the print is not sufficient, an oversize is often printed and then milled off. Furthermore, all components can be finished and polished if necessary, and we can also heat treat our tool steel for you if required.